Get This Report about Plastic Injection Molding
Wiki Article
Not known Details About Plastic Injection Molding
Table of ContentsPlastic Injection Molding - QuestionsAll About Plastic Injection MoldingPlastic Injection Molding Things To Know Before You BuyPlastic Injection Molding for Beginners

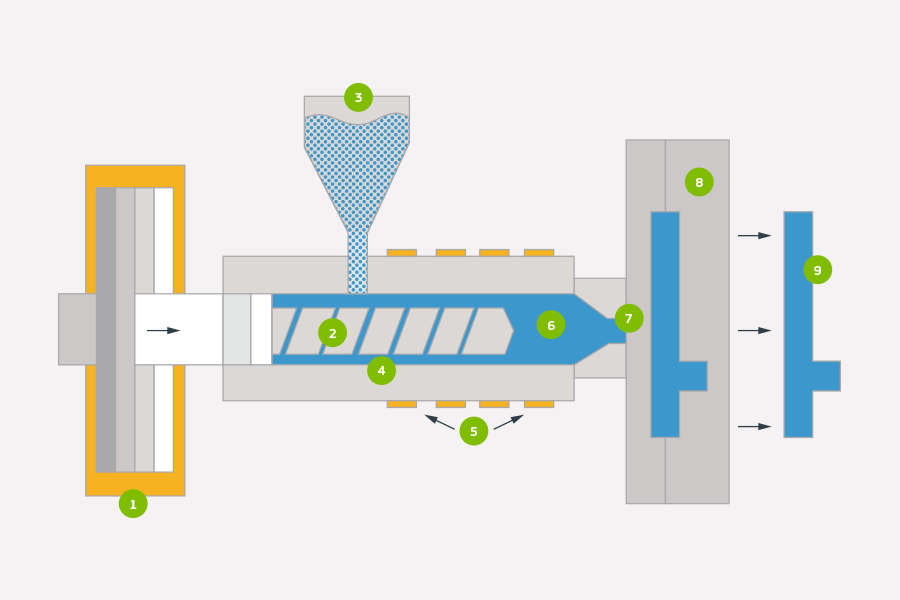
The series of occasions during the injection mould of a plastic component is called the injection moulding cycle. The cycle begins when the mould shuts, adhered to by the injection of the polymer into the mould dental caries. Once the tooth cavity is loaded, a holding stress is preserved to make up for product shrinkage.
This triggers the screw to withdraw as the following shot is prepared. Once the part is adequately cool, the mould opens up and the part is ejected.: 13 Scientific versus standard moulding [modify] Traditionally, the injection part of the moulding procedure was done at one consistent stress to fill and pack the tooth cavity.
Once the cavity is 98% full, the device changes from velocity control to pressure control, where the cavity is "packed out" at a constant pressure, where sufficient velocity to reach desired pressures is required. This lets workers control component measurements to within thousandths of an inch or far better. Various kinds of shot moulding procedures [edit] The majority of shot moulding processes are covered by the conventional procedure summary above, there are several important moulding variants including, but not restricted to: An even more extensive list of shot moulding procedures may be found below: Process troubleshooting [ modify] Like all industrial processes, shot molding can create flawed components, even in playthings.
The smart Trick of Plastic Injection Molding That Nobody is Talking About
Trials are usually performed before complete manufacturing runs in an effort to anticipate issues and identify the ideal specifications to utilize in the shot process.: 180 When loading a brand-new or unfamiliar mould for the very first time, where shot dimension for that mould is unidentified, a technician/tool setter might perform a dry run before a complete manufacturing run. plastic injection molding.Once they attain this, they use a percentage of holding pressure as well as boost holding time till gateway scorn (solidification time) has actually occurred. Gate freeze off time can be identified by boosting the hold time, and afterwards considering the component. plastic injection molding. When the weight of the component does not transform, eviction has actually iced up and also say goodbye to product is infused right into the component.
g. PP mixed with ABDOMINAL MUSCLE, extremely dangerous if the component is being used for a safety and security vital application as the product has extremely little strength when flaked as the materials can not bond. Excess material in slim layer surpassing regular part geometry Mould mores than packed or parting line on the device is harmed, way too much shot speed/material injected, securing force as well reduced.
An Unbiased View of Plastic Injection Molding

Filling up too fast, not allowing the edges of the component to establish up. Mould might be out of enrollment (when the 2 halves don't centre effectively and also component walls are not the same density). The supplied info is the typical understanding, Adjustment: The Lack of pack (not holding) stress (pack stress is utilized to pack out also though is the component look at this website during the holding time).
To put it simply, as the component diminishes the resin divided from itself as there was not adequate resin in the cavity. Deep space might happen at any kind of location or the part is not restricted by the thickness but by the material flow and also thermal conductivity, however it is more likely to take place at thicker areas like ribs or bosses.
Knit line/ Fuse line/ Transfer line Discoloured line where two circulation fronts satisfy Mould or material temperature levels set also low (the product is chilly when they fulfill, so they don't bond). Time for transition in between injection as well as transfer (to packing as well as holding) is prematurely. Twisting Altered part Cooling is too short, product is as well warm, lack of cooling down around the tool, inaccurate water temperatures (the components bow inwards towards the hot side of the device) Uneven reducing between locations of the component.
Not known Details About Plastic Injection Molding
125 inch wall thickness is +/- 0. The power required for this process of injection moulding depends on many things and varies in between products made use of. Below is a table from web page 243 of the very same recommendation as formerly pointed out that finest shows the qualities appropriate to the power required for the most commonly used products.Along with placing assessment systems on automatic gadgets, multiple-axis robots can remove components from the mould as well as position them for further procedures. Details circumstances include removing of components from the mould quickly after the components are produced, in addition to applying equipment vision systems. A robotic grips the component after the ejector pins have actually been encompassed free the component from the mould.
However why is injection molding equipment production so efficient? And also exactly how does it work? To locate out, let's explore the subject and also answer every one of the crucial questions, including what it is, the procedure behind it, its primary benefits, as well as how to pick the best company. What is Shot Molding? is the process of using more information plastic to manufacture a vast array of parts as well as items.
The injection molding maker uses tailor-made molds go to this site to load them out according to specifications, producing the same copies that can be tailored in a variety of methods. What's even more, injection molding is a really versatile process, enabling a wide variety of different materials as well as coatings, which makes it a prominent alternative in numerous sectors with completely different objectives and also requirements.
Report this wiki page